



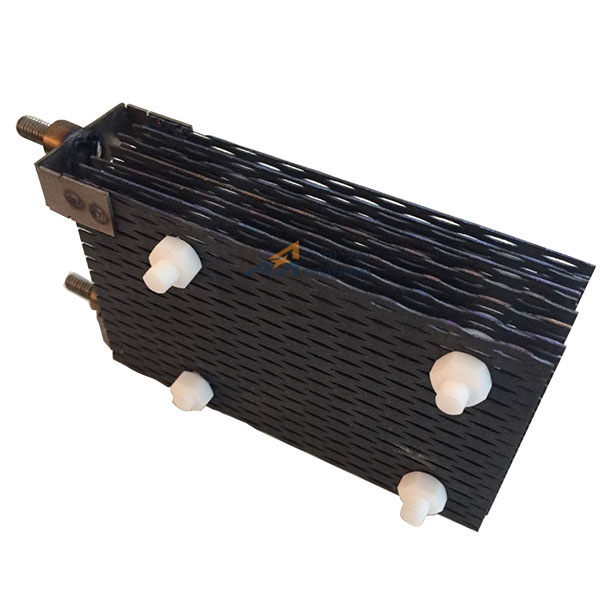
Ruthenium-iridium coated titanium anodes (often abbreviated as Ru-Ir/Ti anodes) are widely used in electrolysis processes due to their exceptional electrochemical performance, corrosion resistance, and stability. They combine the mechanical strength and corrosion resistance of titanium substrates with the high catalytic activity of ruthenium-iridium oxide coatings, making them a preferred choice in various industrial electrolysis applications
| Anode Type | Limitations | Advantages of Ru-Ir/Ti Anodes |
|---|---|---|
| Graphite Anodes | High corrosion rate, short lifespan, sludge formation | Longer life, no sludge, higher efficiency |
| Lead-based Anodes | Toxicity, poor stability in strong acids | Non-toxic, stable in aggressive environments |
| Platinum Anodes | High cost, prone to poisoning (e.g., by sulfides) | Lower cost, better resistance to poisoning |
Key Features
High Electrochemical Activity: The Ru-Ir oxide coating lowers the overpotential for critical reactions (e.g., chlorine evolution, oxygen evolution), improving electrolysis efficiency and reducing energy consumption.
Corrosion Resistance: Titanium’s inherent resistance to corrosion, combined with the stable oxide coating, allows the anode to operate in aggressive environments (e.g., high chloride concentrations, strong acids) without degradation.
Long Service Life: Under optimal conditions, these anodes can last 5–10 years in industrial electrolysis systems, far exceeding the lifespan of conventional anodes (e.g., graphite or lead-based anodes).
Stability in Wide Operating Range: They perform reliably across a range of temperatures (0–80°C), current densities (100–1000 A/m²), and pH levels (acidic to slightly alkaline).

Applications
1.Chlorine and Chlorate Production
Chlorine Evolution Reaction (CER): In brine electrolysis (e.g., chlor-alkali process), Ru-Ir/Ti anodes catalyze the oxidation of chloride ions (Cl⁻) to chlorine gas (Cl₂) , This is critical for producing chlorine, which is used in water treatment, chemical synthesis, and bleaching agents.
Chlorate Synthesis: In chlorate production, these anodes facilitate the formation of chlorate ions (ClO₃⁻) through successive oxidation reactions of Cl⁻ in alkaline brines.
2.Water and Wastewater Treatment
Electrochemical Disinfection: Ru-Ir/Ti anodes generate strong oxidants (e.g., Cl₂, HClO, O₃) during electrolysis, which effectively kill bacteria, viruses, and pathogens in drinking water or wastewater.
Electrocoagulation and Oxidation: They assist in breaking down organic pollutants (e.g., dyes, pharmaceuticals) in wastewater via advanced oxidation processes (AOPs), leveraging hydroxyl radicals (•OH) and other reactive species.
3.Swimming Pool Chlorination
As discussed earlier, Ru-Ir/Ti anodes are integral to pool chlorinators. They electrolyze salt (NaCl) in pool water to produce chlorine-based disinfectants (e.g., HClO), ensuring continuous water sanitization with minimal maintenance.
4.Metal Electrowinning and Electrorefining
In processes like copper or zinc electrowinning, these anodes are used to maintain stable oxygen evolution reactions (OER) at the anode, while metal ions are reduced and deposited at the cathode. The Ru-Ir coating resists corrosion from acidic electrolytes (e.g., sulfuric acid) used in these processes.
5.Electrolytic Production of Peroxides and Other Chemicals
They are employed in the synthesis of peroxodisulfates (e.g., Na₂S₂O₈) via electrolysis of sulfate solutions, where the anode catalyzes the oxidation of sulfate ions (SO₄²⁻) to peroxodisulfate (S₂O₈²⁻).

Who we are ?
Qixin titanium Co.Ltd, is a leading manufacturer specializing in coated titanium anode. With an extensive historyand a wealth of expertise, we have been dedicated to providing high-quality products and solutions to variousindustries for many years.Our company was established 2006, and since then, we have accumulated 18 years of valuable manufacturingexperience. This experience has enabled us to master the art and science of producing top-notch coated titaniumanodes that meet the most stringent quality standards.We take pride in our state-of-the -art manufacturing facilities and a team of highly skilled professionals. Ourengineers and technicians are experts in the field, constantly researching and innovating to improve our productsand processes.


Certification
Qixin is ISO 9001:2015 certified and own more than 10 patents. All its processes and procedures are documented and controlled in accordance with these standard. Qixin has strict product quality control procedure, from raw material to finished product, all the process is tested qualified to assure high quality product.
With technical engineers experienced for more than 18 years of constant research and production for titanium electrode and its application in various industries, Qixin can offer a very high level of technical support and products, which are among its most remarkable characteristics.


Why choose us?
1. Superior Material Quality & Durability
Corrosion Resistance: Titanium’s inherent resistance to acids, alkalis, and chloride-rich environments ensures long service life in demanding applications like cobalt electrowinning or wastewater treatment.
High Strength & Stability: Titanium maintains structural integrity under high currents and temperatures, reducing the risk of deformation or degradation.
Customized Coatings: We apply advanced oxide coatings (e.g., ruthenium, iridium, platinum group metals) tailored to your process, enhancing conductivity, catalytic activity, and longevity.
2. Technical Expertise & Custom Solutions
Tailored Design: We analyze your process parameters (current density, electrolyte composition, temperature) to design anodes that maximize efficiency.
R&D-Driven Innovation: Our team stays ahead of industry trends, integrating the latest coating technologies (e.g., mixed metal oxides, dimensionally stable anodes – DSAs) for performance gains.
Testing & Validation: Pre-production prototypes undergo rigorous testing to ensure compliance with your specifications.
3. Cost-Effectiveness & Sustainability
Lower Total Cost of Ownership (TCO):
Longevity reduces replacement frequency compared to traditional anodes (e.g., lead, graphite).
Energy-efficient designs cut electricity costs in large-scale operations.
Eco-Friendly: Titanium is recyclable, and our coatings minimize metal leaching, aligning with environmental regulations.
4. Reliable Service & Support
Global Supply Chain: Timely delivery through the streamlined manufacturing and logistics network.
Technical Support: Post-installation guidance, troubleshooting, and maintenance recommendations.
Compliance Assurance: Anodes meet international standards (e.g., ISO, SGS) and can be certified for specific industries (e.g., mining, water treatment).

FAQ
1. How to ensure the product quality?
All products make 100% inspection before shipment also we can provide the MTC Material Test Certification.
2. Can you print our Logo on the products?
Sure, and we welcome the customerized products.
3.What about the payment terms?.
T/T, L/C, Paypal, Western Union, Escrew and MoneyGram etc are all accepted.
4.What is the necessary information for an inquiry?
Product name, specification, material grade and quantity.
5.Can we get a free sample before cargo production?
Sure.





{kind=link}